
د والو د زنګون د ناکامۍ لامل څه دی؟
د ساتنې لپاره د نیوماتیک وسیلو کارولو سره د موافقت لپاره ، په عامه سټیشن کې د فشار شوي هوا پایپ پایپ قطر او کټ آف والو په مناسب ډول لوړ کیدی شي ، د مثال په توګه ، DN25 د DN50 تجهیزاتو ته لوړ شوی ، او د پایپ ګډ سره سمون لري. عامه سټیشن د تجهیزاتو پایپ د اخراج وینټ سره شریک کیدی شي؛ د لویو تاسیساتو لپاره، یو عام مواد پیوستون بندر (UC) کیدای شي په تجهیزاتو کې چمتو شي. د ارتباط بندر او د وینټ والو باید په ترتیب سره د عمودی تجهیزاتو په ښکته او پورتنۍ برخه کې یا د افقی تجهیزاتو د اوږدوالی په دواړو سرونو کې موقعیت ولري. کله چې د عام موادو پایپ لاین ممکن د پروسې مایع بیک فلو لخوا ککړ شي ، د چیک والوز باید د عام موادو پایپ کټ آف والو لاندې لاندې تنظیم شي.
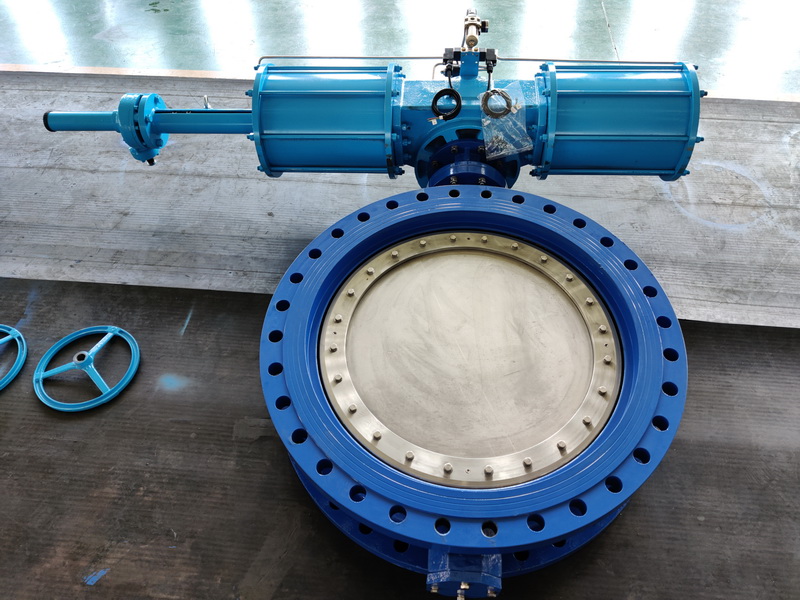
نښلول: د والو بنسټیز ترتیب
د کیمیاوي پروسې سیسټم مسلکي د لوړ فشار فاضله تودوخې بویلر او بخار سیسټم ډیزاین کې ، کولی شي اجرایوي ځواک ته مراجعه وکړي
د صنعت او برښنا ساختمان وزارت اړوند احکام:
د حرارتي بریښنا په پلانټونو کې د بخار اوبو پایپونو ډیزاین لپاره تخنیکي مقررات (DLGJ 233-81)
ماده 7~7 1: Pg≥40 پایپ فاضله او اوبه باید د دوه بند والو سره په لړۍ کې تنظیم شي.
ماده 7~8 1:Pg≥40 "د پایپ لاین د وینټ وسیلې لپاره ، دوه سټاپ والوز باید په لړۍ کې تنظیم شي.
د بند فشار واحد kg/cm2 (جدول) دی.
کله چې کاروئ، مهرباني وکړئ د *** نسخې احکامو ته پام وکړئ.
د هایدرو کاربنونو، زهرجن او زیان رسونکي کیمیاوي موادو او نورو موادو او نورو پروسس موادو لپاره چې په پورته او په وینټ کې نښلوي، د وینټ پایپ دوه ګونی والوزونه، جدول 2.0.3 ته مراجعه کولی شي.
جدول 2.0.3 د دوه ګوني والوز لپاره د حرارت درجه او فشار شرایط
د عامه موادو سټیشن (د عامه انجینرۍ سټیشن) په کیمیاوي پلانټ کې د عامه موادو سټیشن (د لنډ لپاره عام سټیشن) د شاوخوا 15 متر قطر پوښښ ساحې سره سم تنظیم کیدی شي ، پداسې حال کې چې عامه سټیشن د پلانټ ساحې څخه بهر تنظیم کیدی شي. د ډیزاین اړتیاوو ته. د DN15 څخه تر DN50 پورې د هرې مینځنۍ کټ آف والو مشخصات د وسیلې په ځانګړتیاو پورې اړه لري.
په سټیشن کې د عامه توکو والوز او یوځای کیدل په قصدي ډول متناسب کیدی شي ، او په هر عامه سټیشن کې د میډیا ترتیب باید یو شان وي ، ترڅو د بیړني حالت په صورت کې د غلطې وسیلې د حادثې پراختیا مخه ونیول شي.
په سړو سیمو کې د بیروني عامه سټیشنونو د اوبو پایپونه په لاندې ډول ترسره کیدی شي:
(1) څو پرت چوکاټ: د دودیز پایپ ترتیب کولو والو سره سم ، لاندې ځمکې ته نږدې پرې کړئ او یو ګړندی ګډ تنظیم کړئ ، کله چې د نږدې اوبو والو څاه څخه اوبه وکاروئ. که ثابت پایپ او د ډرین والو کارول کیږي، د ویالې والو باید د والو په څاه کې موقعیت ولري.
(2) د ذخیره کولو ټانک ساحه یا د بارولو او پورته کولو پلیټ فارم کې ، د والو څاه موقعیت د اوبو رسولو او اوبو ایستلو متخصصینو سره مشورې له لارې په سمه توګه تنظیم کیدی شي ، او د اوبو رسولو والو د والو څاه کې موقعیت لري.
(3) د بخار پایپ سره د تودوخې ساتنه.
د ساتنې لپاره د نیوماتیک وسیلو کارولو سره د موافقت لپاره ، په عامه سټیشن کې د فشار شوي هوا پایپ پایپ قطر او کټ آف والو په مناسب ډول لوړ کیدی شي ، د مثال په توګه ، DN25 د DN50 تجهیزاتو ته لوړ شوی ، او د پایپ ګډ سره سمون لري. عامه سټیشن د تجهیزاتو پایپ د اخراج وینټ سره شریک کیدی شي؛ د لویو تاسیساتو لپاره، یو عام مواد پیوستون بندر (UC) کیدای شي په تجهیزاتو کې چمتو شي. د ارتباط بندر او د وینټ والو باید په ترتیب سره د عمودی تجهیزاتو په ښکته او پورتنۍ برخه کې یا د افقی تجهیزاتو د اوږدوالی په دواړو سرونو کې موقعیت ولري. کله چې د عام موادو پایپ لاین ممکن د پروسې مایع بیک فلو لخوا ککړ شي ، د چیک والوز باید د عام موادو پایپ کټ آف والو لاندې لاندې تنظیم شي.
برج
د برج په پورتنۍ برخه کې د کنډنسینګ بخار فشار د امکان تر حده د برج په پورتنۍ برخه کې د فشار په څیر وساتئ، د برج په پورتنۍ برخه کې د پایپ فشار لږ تر لږه، پرته له دې چې د پروسې کنټرول ځانګړي اړتیاوې ، د برج له پورتنۍ برخې څخه کنډنسر ته په پایپ کې هیڅ کټ آف والو نه ټاکل شوی. د ریبویلر (د مینځنۍ ریبویلر په شمول) او د برج باډي ترمینځ نښلونکی پایپ باید د کټ آف والو سره مجهز نه وي ، پرته لدې چې د وسیلې د عملیاتو پرمهال د پروسې کنټرول یا پاکولو لپاره اړین وي.
کله چې د تودوخې سیفون ریبویلر او د برج باډي په نښلونکي پایپ کې والو نصب شي، د دروازې والو د ورته قطر سره د نښلونکي پایپ په څیر باید وکارول شي. د والو او ریبویلر تر مینځ باید د 8-شمیر ړانده پلیټ نصب شي، او ریبویلر باید د دوی اړوند ډرین والوز سره سمبال شي، لکه څنګه چې په 2.0.5-1 شکل کې ښودل شوي. د واحد پاس حرارتی سیفون ریبویلر باید د ریبویلر د موادو داخلیدو او د برج په ښکته کې د خارجیدو پورټ ترمینځ وصل کولو پایپ اضافه کړي او د کټ آف والو تنظیم کړي ، لکه څنګه چې په 2.0.5-2 شکل کې ښودل شوي. د والو قطر باید لږترلږه 1/4 د برج په ښکته کې د خارج شوي پایپ څخه لوی وي
اينځر. 2.0.5-1 اضافي حرارتي سیفون ریبویلر پروسس اړخ والو ترتیب
اينځر. 2.0.5-2 یو پاس ریبویلر والو ترتیبات
د والو د زنګون د ناکامۍ لامل څه دی؟
والو عموما د کنټرول تجهیزاتو کارول کیږي، د انټي کورروسیز والو او غیر ضد ضد والو شتون لري، والو معمولا د مایع یا ګاز د جریان اندازه او سویچ کنټرولوي، د والو زنګ د والو د ناکامۍ یو له اصلي دلیلونو څخه دی، ډیری ډولونه شتون لري یا د زنګ وهلو لامل، په عمومي توګه د زنګون په شپږو ډولونو ویشل کیدی شي. زنگ د فلزاتو د ایستلو طبیعي او ضایع لاره ده.
د زنګ وهلو کیمیا د M0M + الکترون په بنسټیز تعامل باندې ټینګار کوي، چیرته چې M0 یو فلز دی او M یو مثبت ionic فلز دی، نو تر هغه چې فلز (M0) الکترونونه وساتي، هغه فلز پاتې کیږي. که نه نو دا به خراب شي. فزيکي قوتونه زياتره وخت فزيکي او کيمياوي قوتونه په ګډه کار کوي ترڅو والو ناکام شي. د زنګون ډیری عام ډولونه شتون لري، په عمده توګه د پورته کیدو. د زنګون مقاومت میکانیزم د فلزي سطحه د یو موټی محافظتي سناریو فلم رامینځته کیدو له امله دی. بیا د والو د زنګون ناکامۍ لاملونه د پیژندنې لپاره لاندې لیست شوي؛
1، pitting corrosion
محلي زنګ یا پوټکی هغه وخت رامینځته کیږي کله چې محافظتي فلم ویجاړ شي یا د زنګ محصول طبقه تخریب شي. غشا ټوټه ټوټه کوي ترڅو یو انود رامینځته کړي او نه ماتیدونکي جھلی یا د زنګ محصول د کیتوډ په توګه عمل کوي ، په مؤثره توګه د بند سرکټ رامینځته کوي. ځینې سټینلیس سټیلونه د کلورایډ آئنونو په شتون کې د پیټ کولو لپاره اسانه دي. زنګ په فلزي سطحو یا ناڅاپه برخو کې پیښیږي ځکه چې دا یو شان ندي.
2، friction corrosion
د اغوستلو او اوښکو د فزیکي قوتونو څخه، فلزات د محافظتي زنګونو له لارې منحل کیږي. اغیز په عمده توګه په ځواک او سرعت پورې اړه لري. د فلزي ډیر وایبریشن یا ځړول کولی شي ورته پایلې ولري. Cavitation د زنګ وهلو پمپ یوه عامه بڼه ده، د فشار د ککړتیا درز، د لوړ تناسلي فشار او د ککړتیا فضا به د فلزي زنګ لامل شي. کله چې د فلزي په سطحه تناسلي فشار د جامد بار لاندې د فلزي د حاصل نقطې څخه ډیر شي، زنګ د فشار د عمل په ساحه کې متمرکز کیږي، او پایله یې د محلي ککړتیا ښکارندوی کوي. د فلزي زنګ په بدیل بدلولو او د برخو د لوړ فشار غلظت رامینځته کولو کې ، دا ډول زنګ د لومړني فشار راحت انیل کولو ، یا د مناسب الماس موادو او ډیزاین سکیمونو غوره کولو سره مخنیوی کیدی شي. د زنګ وهلو ستړیا موږ معمولا جامد فشار د زنګ سره شریک کوو.
3، د لوړ حرارت corrosion
د لوړې تودوخې اکسیډریشن اغیزو وړاندوینې لپاره، موږ اړتیا لرو چې دا ډاټا معاینه کړو: فلزي جوړښت، د فضا جوړښت، تودوخې او د افشا کولو وخت. مګر ډیری سپک فلزات (هغه چې د دوی د آکسایډونو څخه سپک دي) د غیر محافظتي اکسایډ طبقه جوړوي چې د وخت په تیریدو سره ضعیف کیږي او له مینځه ځي. د لوړ حرارت د ککړتیا نور ډولونه شامل دي vulcanization، carburization، او داسې نور.
4، د تشناب مرخیړی
دا په تشو کې پیښیږي چې د اکسیجن خپریدو مخه نیسي ، د لوړ او ټیټ اکسیجن ساحې رامینځته کوي او د محلول غلظت کې توپیر رامینځته کوي. په ځانګړې توګه، د مفصلونو یا ویلډډ ګډ نیمګړتیاوې کیدای شي تنګ تشه ښکاره شي، د تشې عرض (عموماً په 0.025 ~ 0.1mm کې) په تشه کې د الکترولیت محلول، فلزات او فلزات د تشې څخه بهر د شارټ سرکټ ګالوانیک حجرې جوړولو لپاره کافي وي. او په تشه کې قوي محلي کنګل.
5، برقی قیر کول
کله چې دوه مختلف فلزات په تماس کې وي او د کنسرو مایعاتو او الکترولیتونو سره مخ کیږي ، د ګالوانیک حجرې رامینځته کوي ، جریان د انودیک ټوټې د زنګیدو لامل کیږي او جریان زیاتوي. زنګ معمولا د تماس نقطې ته نږدې ځایی کیږي. د مسمومیت کمول د مختلف فلزاتو په پلی کولو سره ترلاسه کیدی شي.
6. Intergranular corrosion
Intergranular corrosion د مختلفو دلیلونو لپاره واقع کیږي. پایله د فلزي غلو حدودو سره نږدې ورته میخانیکي ملکیت تخریب دی. په 800 - 1500 ° F کې د austenitic سټینلیس فولادو انټرګرانولر زنګ د ډیری ککړونکي اجنټانو (427 - 816 ° C) سره د تودوخې مناسب درملنې یا د تماس حساسیت پرته تابع کیږي. دا حالت په 2000 ° F (1093 ° C) کې د ټيټ کاربن سټینلیس سټیل (C-0.03 Max) یا مستحکم نیوبیم یا ټایټانیوم په کارولو سره د پری اینیل کولو او قند کولو له لارې له مینځه وړل کیدی شي.
د پوسټ وخت: جولای 11-2022



